
安博电竞最新地址

- 电话 :0510-83050313
- 手机 :13338746293
- 传真 :0510-83050313
- 网址 :www.bjslxl.com
- 地址 :无锡市阳山镇陆区工业集中区
然后移模到硫化罐中进行硫化。该工艺十分适用于低硬度的印刷胶辊和油印胶辊。
聚氨酯橡胶是聚氨基甲酸酯橡胶的简称,聚氨酯橡胶对错烃类极性橡胶,耐磨性优异,素耐磨橡胶”之称,它的机械强度为天然橡胶的2~3倍,其硬度规模广大,在高硬度下仍具有高弹性,这是其他橡胶不能够比较的。聚氨酯橡胶与金属的黏附性也优于一般橡胶,所以渐渐的变多的一般胶辊被聚氨酯胶辊替代。
浇注型聚氨酯胶辊大体上可分为聚酯型、聚醚型和聚己内酯型三种。聚酯型聚氨酯多用于低硬度和中硬度的胶辊,因为它硬度低、耐溶剂功能好,常用于印刷胶辊、钢铁工业用的彩涂胶辊等。聚醚型聚氨酯多用于高转速、高硬度的胶辊,它的耐水功能好,耐低温功能优越,工艺功能简单把握,常用来制作拉丝胶辊、印花胶辊等。聚己内酯型聚氨酯胶辊的合功能较好,耐高低温功能及耐水解功能好,常用于制作压榨类胶辊和一些特别用处的胶辊。
浇注型聚氨酯胶辊的制作办法与一般胶辊天壤之别,聚氨酯的硬度跟着甲苯二异氰酸酯用量的添加而进步,它的工艺流程是将聚酯和甲苯、二异氰酸酗置于带有拌和器的真空锅内混,然后将混合料注人模具内固化而成,其工艺流程如图所示。

(1)浇注前的预备用车床将预备浇注的辊范外表车制成平面,不能车成倒顺螺纹,再用
溶剂清洗辊芯,需求涂布胶黏剂的辊芯要预先涂上胶黏剂备用,再将辊芯与模具拼装起来。
(2)制备预聚体预聚体的制备分三个进程。榜首,预聚合,即二异氰酸酯和含端羟基的聚合物聚组成预聚体。详细工艺条件如下。反响时间:常温反响45min,抽线min;反响温度:80~110℃;线kPa。第二,扩链反响,扩链进程是预聚物和扩链剂进行的加聚反响,构成可浇注的液体橡胶。如将端基为异氰酸酯的预聚体与固化剂MOCA(亚甲基双邻氯苯胺)反响,扩链成高分子弹性体的工艺条件为:预聚体加热到75100;固化剂加热到110~120℃。第三,交联反响和后硫化(熟化),把经加热的两个组分用机械或手艺办法敏捷拌和混合,均匀地注入模腔,待胶料根本固化后,将其送人(110±5)℃的烘房中进行交联和后硫化。(3)
,外表需环绕一些捆扎物以弥补加压,在硫化进程中不使橡胶流失和坚持胶辊的根本形状。缠辊时,胶辊半成品的两头需用“闷头”挡住,避免硫化时流胶不方便装置闷头的胶辊可用帆布环绕两个端头,起到闷头的效果,编辊进程中需注意以下几个问题。(1)
,需用图所示的扎铁丝器进行环绕,在缠铁丝时纏绕的速度不能太快,环绕的力要随胶辊硬度的添加而增大。

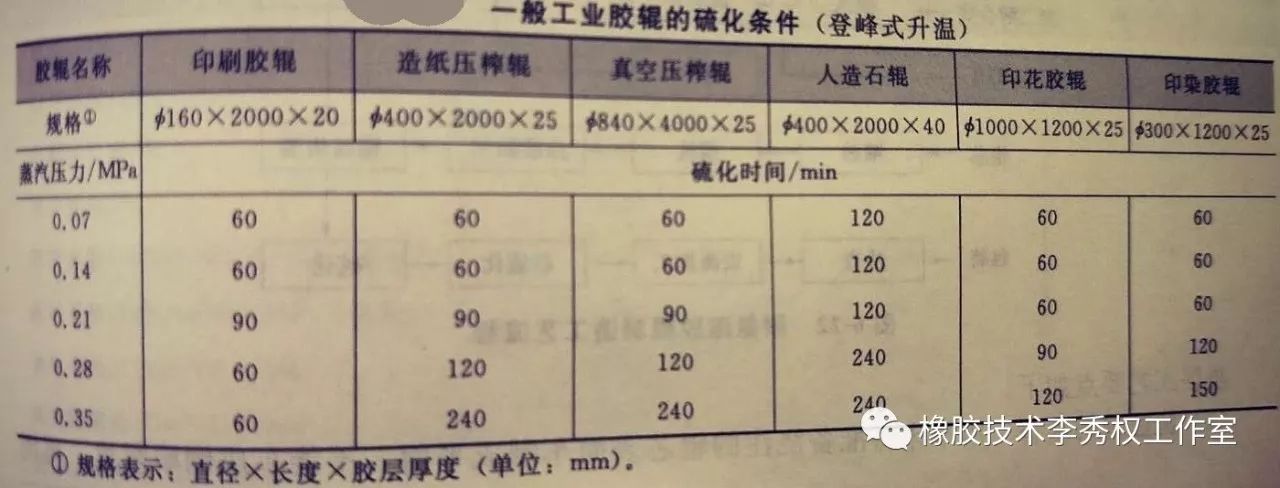
,升温的方法则选用阶梯式加热(图和登蜂式升温(图)。为使胶辊受热均匀要常常开释阀门气中的水,使冷凝水敏捷排出,确保硫化温度。大型胶辊在硫化罐中最好再输以机械滚动,这样可使胶辊受热愈加均匀。

,这道工序般在一般车床上完结。先用车刀进行旋切,然后再用砂轮、砂布等进行磨光。胶辊橡胶的硬度在60(邵A)以下的,可先在车床大将胶辊直径旋切至比所要求的直径大2~3mm,再用砂轮磨光;橡胶硬度在65(邵尔A)以上的胶辊,可在车床大将其旋切至要求标准后,也可用砂布进行抛光,胶辊的旋切用刀如图所示。

,我国自行出产的一种胶辊缠磨机已被遍及的运用,胶辊缠磨机既可用于缠辊,又可用于磨辊,磨辊时可根据胶的硬度自由选择可替换的磨头。如图所示为胶辊缠磨机的实样。
