
安博电竞最新地址

- 电话 :0510-83050313
- 手机 :13338746293
- 传真 :0510-83050313
- 网址 :www.bjslxl.com
- 地址 :无锡市阳山镇陆区工业集中区
1、冲片工艺方块硅钢片上冲定位孔后,在剪圆机上剪切定子冲片外径。此方法效率高,可剪直径范围大,冲片精度( 圆度 、同轴度 )高;刀具结构相对比较简单,刃磨、装拆方便(见图1 )。
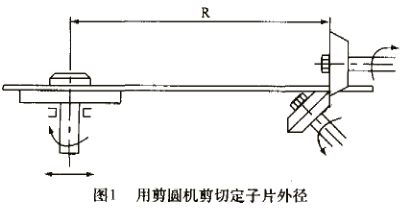
而在国内,大于φ520mm 的冲片,仍要一套落料模。大直径落料模的制作难度和制造成本比较高,且适应性单一,其维护保养费用也高。
定子铁心叠压采用整圆筒的柱形胎结构,俗称“死胎”。其圆柱工作面粗糙度要求比较高,一般在3.2μm以上,与轴线mm以下,圆柱面上还加工有一道键槽,叠压时,在槽中插一长键,与冲片的槽口宽配合,以确保定子槽不偏斜。叠压完后,以胎具心轴两端的中心孔定位,在车床上车削铁心外圆至要求尺寸,加工余量一般在0.5-1mm (直径)。
其目的有二:一是可进一步提升铁心内外径“作用尺寸”的同轴度。二是有效提升铁心与机座的接触状况,以提高机座的导热与散热,降低电机运行温度,延长绝缘的热老化寿命。而国内一般是使用涨胎结构,叠片时,涨胎不涨紧,装片容易,在加压时才涨紧。铁心外圆一般也不加工。
H355以上的电机,全部采用热套定子工艺,有的吊定子入机座,有的吊机座套定子,一般前者多见。机座加热至120~150℃,并保温3小时左右。这种方法对有绕组定子可免于被压伤,且不需大规格的压力机。
中小型电机的铸铝转子多采用卧式高压铸铝工艺,从转子端环内侧进铝,转子端面完全由模具成型,无工艺切痕,非常光整,设备的自动化程度高。较小的转子一次可压铸3个。
铜导条转子槽斜度的实现方法是将轴上的叠片键槽加工成与轴线 )。叠片时,在键槽内装长键,即可往轴上装片,槽斜度在叠片时形成。在此需说明,轴键槽的斜度是转子槽斜度的折算值 。
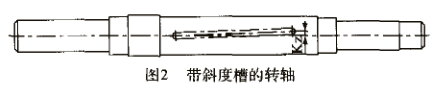
式 中:Rz、Kz——轴半径和轴键槽斜度Rp 、Kp——转子冲片半径和转子槽斜度这种槽斜度是近似值,转子槽带有极微螺旋,但实践证明能够完全满足设计和工艺技术要求,且不需特殊工装及设备,是一种“零成本”方法。
插铜导条时,将转子放在滚轮架上,首先,手持导条隔一槽插入,推入100mm左右,连续插入3-5根后,用气动工具打入。这时,导条头部套有与头部完全配合的垫块,以免气动工具的冲击力将导条头部打伤。隔槽插完转子的半数槽后,再插 另一半槽 。
这种方法与逐槽插有区别,导条在转子槽中的状况要好得多,均匀性好。铜导条转子精车外圆后,槽口均有倒屑、堵槽现象,则以手持电动旋转锉刀(图3 )进行清理,效率高,且槽口整齐、倒角明显。有的转子不车外圆,因为转子冲片已经留有气隙。

在一些功率大、体积受到限制的场合,电机一般多采用“风-水”冷却结构。其机座筒为三层结构,里面两层是水循环冷却通道。外层形成风道,电机内腔的热流进入风道,既受水冷却,又通过外罩筒散热。
绕线转子的滑环组有三大特点 :(1)滑环上有螺旋槽,作用是修平电刷,与滑环始终保持良好接触。(2)滑环组外端装有大直径风扇以起冷却和清洁作用。(3)转子引接线端子用防尘盖密封,与电刷粉尘隔离,防止爬电引起故障。

国外的装配极其认真,对装配用的零部件都要目测检查,确实认为满意后才使用。必检项目工人都自觉严格遵守,所作记录非常认真。而不是我们一贯认为的那样,上道工序提供的零部件都是合格的,装配时只管用就行了。其实,我们把“合格”与“无瑕疵”搞混了。以下的操作、自检项目需要重视:
(1)如零部件涂底漆表面有脱漆或不匀现象,应进行补刷。(2)如螺栓旋入不畅,需用丝锥铰一次螺孔。(3)如零部件的非重要表面发现轻微的磕伤,要进行修磨。(4)无论多大的螺栓、螺母,都有扭紧力矩的标准(N.m)。(5)带排油的轴承结构,润滑脂一定要加满。(6)轴伸跳动用千分表检验,轴伸直径用通规检验。(7)轴承外圆跳动用千分表检验。(8)定转子通风段对齐程度的检验。
总之,国外认真细致的工作态度、明确具体的技术方面的要求,规范化的操作程序可以让我们学习。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。举报投诉

流程的第一步就是内层线路,那么它的流程又有哪些步骤呢?接下来我们就以内层线路的流程为主题,进行详细的
对于设计师来说,我们在设计的过程中不能只考虑设计出来的精度以及完美要求,还有很大一个制约条件就是
一、 引言 无线局域网(WLAN,即Wireless Local Area Network)和
了三种正弦波脉宽调制(SPWM)操控方法,指出各自的优缺点及应用,给出了一些数学
